Seashore Rubber is the leading international extrusion profiles manufacturing company in the extensive rubber markets. We primarily focus on three materials: rubber, sponge, and plastics. Each of these materials requires respective extruders and operating techniques. Our Seal strips or weather stripping come through modern equipment for a precise extrusion process to ensure the product’s precision and durability.
Seashore Rubber seal strip inventory keeps all rubber seals and weather stripping. Based on the seal strips’ simplicity, the manufacturing process varies. Typically, two extrusion processes are available in the Seashore rubber factory: extrusions and coextrusions. The product’s simplicity is the distinct difference between extrusions and coextrusion processes.
Single-layered seals require a typical extrusion process. On the other hand, multi-layered seals need unique coextrusion processes. Besides, there are different extrusion processes for various materials, such as plastic and sponge extrusion processes. In this case, the primary technology is similar to all these types. However, The only change is in the tools used for different purposes.
Our customers are always interested in our seal strip manufacturing processes. Keeping that in mind, we have prepared this article to summarise the contents of the various manufacturing processes. We will start by explaining the basic extrusion process. Later, we will discuss the specific materials’ extrusion or coextrusion process.
Introduction to Extrusion Manufacturing
Extrusion is the rubber manufacturing process that pushes the base material, such as rubber or plastic, through a standard-shaped die in a molding chamber to get the desired shapes and profiles. In the extrusion process, the products are called extrudates, and the equipment used for the extrusion is called extruders. As a result, the product comes with a fixed cross-sectional area.
The extrusion process is almost similar to the drawing process. However, the drawing process is usually famous for making electric wires, plastic tubes, pipes, etc. In addition, drawing can produce a limited number of shapes where the extrusion is all in one process, better for multiple profiles.
Extrusion profiles are undoubtedly cheaper than any other profile manufacturing process. The process is straightforward and requires less labor. As a result, it makes the process more flexible. Besides, there is no need for additional steps for post-execution alteration in the hot extrusion process as the mold is already hot. Therefore, the extrusion process is automatic and continuous, ensuring a company’s high productivity.
Rubber, plastic, sponge, ceramic, or metal all fit the extrusion process. This process is universal. However, the extruded profiles have excellent surface finishing as the molding chamber mixes the materials perfectly. As a result, these products achieve extreme mechanical properties.
How does it work
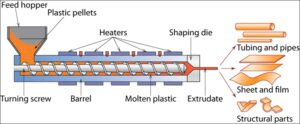
A typical extruder has five primary components. The machine’s primary components are the hopper, barrel, screw, heaters, and Nozzle. Each of these components has a specific job in the process. The extrusion process is continuous. Therefore, it is not necessary to touch or operate during the process.
Plastic raw materials typically come as granules and rubber raw materials come as thick long rubber sheets. Other materials, such as silicone rubbers, thermoplastics, sponges, etc., may come in different forms. The process starts from the hopper by inserting the raw materials into it. First, an operator should insert the raw materials into the machine. Later steps are automatic and continuous.
The next step is heating and mixing, the most crucial stage where the raw materials mix correctly. There’s a shaft attached to the motor spinning throughout the barrel. The screw attached to the rod pushes the molten raw materials to the pre-shaped die. Besides, the heating system heats the materials constantly at different places on the barrel.
Finally, the molten materials go through the pre-shaped die and form different shapes. Here, the primary extrusion process has completed its job. The following step is cooling, where a cooling chamber cools down the hot extruded profile and takes it to the collection point. After this stage, the cutting machine cuts the profile at a specific length. Here, the final operator must roll or collect the long extruded profiles.
It is the typical extrusion manufacturing process for plastic, sponge, and rubber profiles. Seashore Rubber also maintains an extended extrusion process famous for coextrusion. Later, we will explain the difference between extrusion and coextrusion processes.
What is the Rubber Extrusion Process?
Rubber extrusion is an extrusion process where synthetic or natural rubber materials turn into various rubber profiles under high pressure. Most industries use rubber extrusion machines to manufacture rubber profiles and weather strippings. The rubber extrusion machine also has a heat shearing screw conveyor and a pre-shaped die, similar to the extrusion process.
Extruded rubber profiles are flexible, lightweight, and extremely long-lasting. These profiles are suitable for sealing the gap between cabinets, automotive, etc. The most common rubber extruded profile shapes are D, e, J, L, P, T, V, U, round and half round cords, squares, and rectangles.

Seashore Rubber Extrusion Profiles
Seashore Rubber keeps a great collection of extruded rubber profiles. There is no length limit for rubber extruded profiles. However, we keep most cross-sectional shapes, which are most popular in the market. The popular materials for Rubber extrusion in Seashore Rubber are EPDM, CR, and NBR.
Rubber extrusion products from Seashore Rubber include EPDM Extrusion, Neoprene Extrusion (CR), NBR rubber extrusion, Rubber bumper fender, container seal, rubber cable protectors, rubber seal for garage door, self-adhesive rubber strip, silicone rubber extrusion, and unique rubber extrusion.

What is the Co-Extrusion Process?
The co-extrusion process involves multiple extrusions of different materials at the same time. The hot, soft, unvulcanized profile goes through the multi-manifold die to create the multi-layer rubber profiles. Later, it goes through the cooling chamber and cutting chamber. Usually, coextrusion rubber profiles have limited lengths.
SeaShore Rubber Coextrusion rubber profiles
As mentioned, Seashore Rubber usually keeps all the latest extrusion and co-extrusion machines and expert engineers. As a result, the quality of our rubber profiles is always admirable. We keep all types of rubber-extrusion adhesive, rubber co-extrusion EPDM, and co-extrusion rubber hose. Specifically, seashore co-extrusion rubber seals include dual hardness rubber extrusion, metal insertion rubber, nylon cord insertion rubber, rubber pinchweld, edge trim, and hatch rubber seal.

What is Plastic Extrusion
The extrusion process that deals with plastic materials is usually called plastic extrusion. The plastic extrusion pushes the polymer through a pre-shaped die, creating flexible and continuous plastic profiles. The raw materials generally come as small granules in the plastic extrusion process. Like other extrusion processes, plastic extrusion pushes the plastic granules inside the barrel, heats it, mixes it with the adhesives, and passes through the die.
In most cases in our daily lives, plastic seal strips are the most common product we use. Decorative sealing strips for cabinets, doors, window seals, and PVC strips are the most common. The plastic profiles are environmentally friendly and resistant to corrosion, aging, and high and low temperatures.
SeaShore Plastic Extrusion Products
Seashore Rubber works with three primary types of plastic materials: PVC, TPV, and TPE. These gasket seal strips are widely popular for wooden windows and doors for water resistance, weather stripping, anticorrosion, and antioxidants. Flexible plastic edge trim for sheet metal, Glass door rubber strip TPE, TPE For Car Door Sealing Strip, Wooden Door Window TPE Weather Strip, PVC Decorative Edge Trim, etc., are the most popular.

What is Sponge Extrusion?
The sponge profile manufacturing process is the same as other extrusion processes. The raw materials for the sponge extrusion process are the EPDM synthetic rubber. In this case, the primary ingredient is ethylene. The main features of sponge extruded products are low density and high filling, and they are resistant to aging, corrosion, water vapor, and superheated water.
EPDM closed cell shape gasket, water stop strip for shower glass door, EPDM Sponge Rubber Strip, EPDM Foam Weather Stripping, EPDM Closed Cell Sponge Rubber, D shape EPDM Closed Cell Sponge Strip Seal, Sponge EPDM rubber strip for shower glass door, etc. are the famous examples of sponge extruded profiles.
Extrusion vs. Co-extrusion: What’s the difference?
Extrusion is the manufacturing process that pushes the base material through a standard-shaped die in a molding chamber to get the single-layered profiles. The typical extrusion process is simple and cheap.
Co-extrusion is the process where multiple extruders come in contact with a single multi-manifold die that bonds the layer as per the required shape. It needs numerous extruders to manage the layers in a multi-layer profile. Sometimes, co-extrusion also involves five extruders in a single cycle.
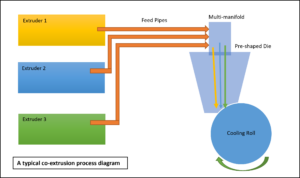
The multi-manifold die helps bond the multiple materials from different extruders. In this case, it is essential to choose a suitable material for the bonding so that the outcome is stable and durable for a long time. Finally, like the typical extrusion process, co-extrusion requires a cooling chamber or chilling roll to cool down the mixed hot profiles.
The coextrusion process can control the thickness and flow rate of the individual extruders. It also handles the viscosity and melting temperature of the polymers. The application of co-extruded products is popular in construction, food packaging, medical applications, and marine and automotive industries. This manufacturing process requires multiple extruders and a special multi-manifold die, so the cost is comparatively high.
Summary
The extrusion manufacturing process creates different cross-sectional profiles through the high-pressure pre-shaped die. This process involves heating, melting, and pushing the molten raw materials towards the die. This manufacturing process is popular in making plastic, sponge, and rubber profiles.
The coextrusion process involves multiple extruders to create multi-layered profiles. This extrusion process requires a multi-manifold die system that properly bonds the materials. Compared to a typical extrusion process, coextrusion manufacturing is expensive.
Seashore Rubber keeps an excellent inventory, offering a great collection of seal strips of various cross-sectional shapes. Above all, Seashore Rubber is proudly serving its customers and has maintained product quality for decades.
